大家好,我是小編,今天我來給大家講解一下關于焊管重量計算公式/a的問題。為了讓大家更容易理解,我將這個問題進行了歸納整理,現在就一起來看看吧。
文章目錄列表:
1.焊接鋼管的每米重量表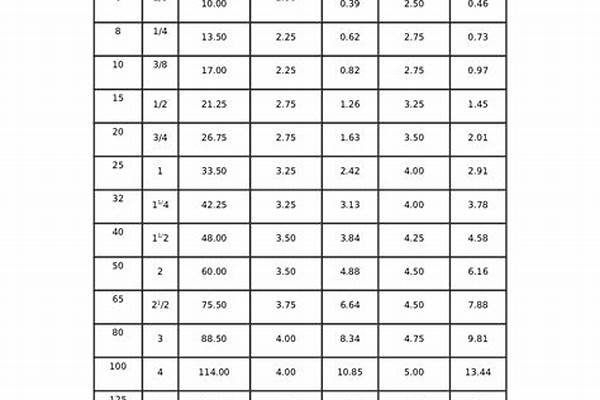
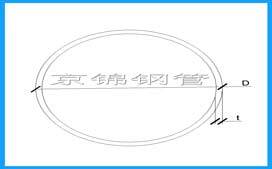
焊接鋼管的每米重量表
焊接鋼管的每米重量表如下圖所示
鋼材理論重量計算公式
1、無縫鋼管計算公式為:外徑壁厚*壁厚*0.02466=每米重量例如: φ159*5無縫鋼管每米重量計算為: [159-5*5*0.02466=19. 988公斤/米]
2、螺旋焊管計算方法與無縫鋼管相同。(試用于焊接鋼管)。螺旋焊管每米另加0.5公斤
3、鋼板重量計算方法為:長*寬*厚*7.85 例如:一塊8.5米長1.8寬厚為12MM的鋼板重量為:
[8.5*1.8*12*7.85=1441.26公斤]扁鋼的重量與鋼板相同。
擴展資料
焊接鋼管分類
按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。
電焊鋼管:用于石油鉆采和機械制造業等。
爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。
按焊縫形狀分類可分為直縫焊管和螺旋焊管
直縫焊管:生產工藝簡單,生產效率高,成本低,發展較快。
螺旋焊管:強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
焊接鋼管DN200理論重量是多少?
實際重量:交貨時,其產襲品重量是按稱重(過磅)重量交貨;
理論重量:交貨時,其產品重量是按鋼材公稱尺寸計算得出的重量。
佛山罡正316不銹鋼工業焊管每米的理論重量其計算公式如下:
不銹鋼圓管重量計算公式:自(外徑-實際厚度)*實際厚度*0.02507*長度
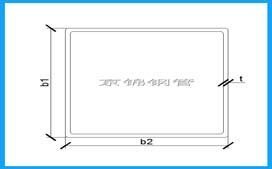
不銹鋼管方管重量計算公式:(管口周長/3.14-實際厚度)*實際厚度*0.02507*長度
其中0.02507是由316不銹鋼密度換算出來的一個常量。
鍍鋅焊接鋼管(DN20、DN40、DN65)每米有多重?(計算方法)
N200的理論重量為;31.45797kg/m 焊接鋼管每米的理論重量(公斤)=0.0246615×(鋼管外徑-鋼管壁厚)×鋼管壁厚 (單位:毫米) (我給你估算的6個厚的焊接鋼管DN200每米理論重量 產品詳情: ?焊接鋼管DN200每米理論重量 ?材質:Q235B/Q345B都備現貨。標準:SY/T5037部標、GB/T971。
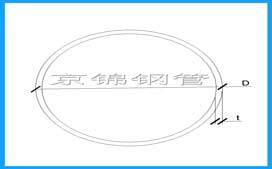
焊接鋼管理論重量表如下圖所示:
焊接鋼管是用鋼板或帶鋼經過卷曲成型、焊接精整等工藝而制成的。具有成本低.生產靈活等優點,并且可以在很多方面取代無縫鋼管。下面我們來分享一下焊接鋼管理論重量表。
焊接鋼管大量用于建筑工程、流體輸送等。按焊接方法可分為爐焊管和電焊管;按焊縫形式可分為直縫焊管和螺旋縫焊管;或分為水、煤氣輸送管,直縫電焊管、螺旋電焊管、電線套管、結構用管等。
水、煤氣輸送管
水、煤氣輸送管通常稱焊接管,適宜用于輸送水、煤氣及采暖系統和結構用。鋼管分不鍍鋅(俗名黑鐵管)和鍍鋅(俗名白鐵管)兩種。 ?水、煤氣輸送管用“公稱口徑”(英寸)表示。公稱是內徑的近似值,比內徑略大些,習慣上用英制稱呼,如管、2"管等。目前,不鍍淬的黑鐵訝有1/8"?6〃共有10種公稱口徑,鍍鋅的白鐵管有1/2〃?21/2”共7種公稱口徑。
按標準規定,水煤氣輸送鋼管還分帶絲扣(錐形或圓柱形絲扣,叫車絲管)和不帶絲扣(叫光管)兩種。車絲管應在每根鋼管上附帶一個車螺紋的管接頭,螺紋應涂油防腐。不帶管接頭的一端應包裝捆好或帶保護套,以防絲扣損壞。公稱口徑2〃以上的光管(即不帶螺紋的鋼管),可用焊接方法連接。
根據使用要求的不同,標準規定,每一公稱口徑的焊管,
分有兩種壁厚,即普通管和加厚管。為適應需要,公稱口徑2"以上的光管也可供應薄壁管,其壁厚較普通管薄0.75毫米。
鋼管長度,黑鐵光管4?12米,黑鐵或白鐵車絲管4?9米,每批交貨允許有10%的(按根數計算)2?4米的短尺鋼
管,或4?9米長的接管(即用一個管接頭將兩根管連接而成),按定尺或倍尺長度交貨的鋼管,其最大長度為8米。全長允許偏差為+10毫米,按倍尺交貨的鋼符,每個單倍尺應留切口5?10毫米。 ?鍍鋅鋼管的內外表面應有完整的鍍鋅層,在表面上不得有未鍍上鋅的地方和氣泡存在,不大的粗糙面和局部鋅瘤允許存在。鍍鋅車絲宵應帶鍍鋅的管接頭。
鋼管的質量要求,是耐壓能力。普通管和薄壁管應能承受20公斤/厘米2,加厚管應能承受30公斤/厘米2的水壓試驗。公稱口徑2〃以上的鋼管,還應保證彎曲試驗合格。 ?
小口徑焊接管均應入庫保管,管接及絲扣部分應涂以中性礦物油。鍍鋅鋼管如發現白斑,可用軟刷將浮銹刷除,局部涂以工業用凡士林。
擴展資料:
焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管,焊接鋼管采用的坯料是鋼板或帶鋼。
一般焊管
一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱口徑表示(毫米或英寸)公稱口徑與實際不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。
鍍鋅鋼管
為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。
吹氧焊管
用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進行滲鋁處理。
電線套管
是普通碳素鋼電焊鋼管,用在混凝土及各種結構配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進行涂層或鍍鋅后使用,要求進行冷彎試驗
公制焊管
規格用無縫管形式,用外徑*壁厚毫米表示的焊接鋼管,用普通碳素鋼、優質碳素鋼或普能低合金鋼的熱帶、冷帶焊接,或用熱帶焊接后再經冷撥方法制成。公制焊管分普能和薄壁、普通用作結構件,如傳動軸,或輸送流體,薄壁用來生產家具、燈具等,要保證鋼管強度和彎曲試驗。
托輥管
用于帶式輸送機托輥電焊鋼管,一般用Q215、Q235A、B鋼及20鋼制造,直徑63.5-219.0mm。對管彎曲度、端面要與中心線垂直、橢圓度有一定要求,一般進行水壓和壓扁試驗。
變壓器管
用于制造變壓器散熱管和其它熱交換器,采用普通碳素鋼制造,要求進行壓扁、擴口、彎曲、液壓試驗。鋼管以定尺或倍尺交貨,對鋼管彎曲度有一定要求。
異型管
由普通碳結結構鋼及16Mn等鋼帶焊制的方形管、矩形管、帽形管、空膠鋼門窗用鋼管,主要用作農機構件、鋼窗門等。
電焊薄壁管
主要用來制作家具、玩具、燈具等。當前不銹鋼帶制作的薄壁管應用很廣,高級家具、裝飾、欄柵等。
螺旋焊管
是將低碳碳素結構鋼或低合金結構鋼鋼帶按一定的螺旋線的角度(叫成型角)卷成管坯,然后將管縫焊接起來制成,它可以用較窄的帶鋼生產大直徑的鋼管。螺旋焊管主要用于石油、天然氣的輸送管線,其規格用外徑*壁厚表示。螺旋焊管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。
參考資料:
焊接鋼管的理論重量計算公式
以厚度5毫米,DN20的鍍鋅鋼管為例,每米的重量是體積乘密度。
鍍鋅焊接鋼管密度為7.8。公式:重量為:0.02466*S,S是壁厚,D是外徑。
那么每米的重量就是0.02466*5(25-5)=2.5公斤
這個數值是理論計算,實際上,由于加工精度不同,管厚不同,實際數值要比這個數值高些,再加上10%的余量,每米在2.8公斤左右。
擴展資料:
注鋼材力學性能是保證鋼材最終使用性能(機械性能)的重要指標,它取決于鋼的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶要求的高、低溫性能等。
鍍鋅層的均勻性鍍鋅鋼管應作鍍鋅層均勻性的試驗。鋼管試樣在硫酸銅溶液中連續浸漬5次不得變紅(鍍銅色)。
冷彎曲試驗公稱口徑不大于50mm的鍍鋅鋼管應作冷彎曲試驗。彎曲角度為90°,彎曲半徑為外徑的8倍。試驗時不帶填充物,試樣焊縫處應置于彎曲方向的外側或上部。試驗后,試樣上不應有裂縫及鋅層剝落同象。
水壓試驗水壓試驗應在黑管進行,也可用渦流探傷代替水壓試驗。試驗壓力或渦流探傷對比試樣尺寸應符合GB 3092的規定。
百度百科--鍍鋅焊管
焊接鋼管的重量kg/m = (Od - Wt) * Wt * 0.02466 注:其中Od是外徑 Wt是壁厚
《“十二五”發展綱要》明確提出,到2015年輸油氣管道總長度將超過15萬公里,這將比2010年增長90%。預計未來4年我國在油氣輸送管道中每年需要焊管大約700-800萬噸左右,其中X80鋼級約500萬噸,X70鋼級需求約300萬噸;而“十二五”期間我國油氣管道用SSAW(螺旋埋弧焊管)的年需求量將超過500萬噸,LSAW(直縫埋弧焊管)年需求量在200萬噸以上。
“十一五”期間,我國油氣管道建設繼續快速發展,特別是隨著天然氣需求的迅速增長,天然氣管道成為管道建設的重點。到“十一五”末期,我國加快推進油氣管網布局,覆蓋全國的油氣骨干管網已初步建成,未來我國油氣供應保障能力將進一步增強。
數據顯示截至2010年底,我國已建油氣管道的總長度約為8.5萬千米,其中天然氣管道4.5萬千米,原油管道2.2萬千米,成品油管道1.8萬千米,形成了橫跨東西、縱貫南北、覆蓋全國、連通海外的油氣管網格局。
我國《“十二五”規劃綱要》中明確提出,將建設中哈原油管道二期、中緬油氣管道境內段、中亞天然氣管道二期,以及西氣東輸三線、四線等主干工程,并建設配套支線和城市管網,到2015年輸油氣管道總長度將超過15萬公里,較2010年增長90%,這意味著未來4年新增管道將相當于過去五十年的總和,年復合增長率至少為14%,為油氣管道企業提供了機遇。
隨著我國持續加大油氣管道的投資建設力度,“十二五”期間油氣管道用SSAW年需求超過500萬噸,LSAW年需求量在200萬噸以上。
擴展資料:
一.焊接方法分類:
1.螺旋焊接鋼管
按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。
電焊鋼管:用于石油鉆采和機械制造業等。
2.爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。
二.按焊縫形狀分類
可分為直縫焊管和螺旋焊管
1.直縫焊管
生產工藝簡單,生產效率高,成本低,發展較快。
2.螺旋焊管
強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種。
a、螺旋縫自動埋弧焊接鋼管按輸送介質的壓力高低分為甲類管和乙類管兩類。甲類管一般用普通碳素鋼Q235、Q235F及普通低合金結構鋼16Mn焊制,乙類管采用Q235、Q235F、Q195等鋼材焊制,用作低壓力的流體輸送管材
b、螺旋縫高頻焊接鋼管 螺旋縫高頻焊接鋼管,尚沒統一的產品標準,一般采用普通碳素鋼Q235、Q235F等鋼材制造。
三.按用途分類
按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。
1.一般焊管
一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱口徑表示(毫米或英寸)公稱口徑與實際不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。
2.鍍鋅鋼管
為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。
3.吹氧焊管
用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進行滲鋁處理。
4.電線套管
是普通碳素鋼電焊鋼管,用在混凝土及各種結構配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進行涂層或鍍鋅后使用,要求進行冷彎試驗
5.公制焊管
規格用無縫管形式,用外徑*壁厚毫米表示的焊接鋼管,用普通碳素鋼、優質碳素鋼或普能低合金鋼的熱帶、冷帶焊接,或用熱帶焊接后再經冷撥方法制成。公制焊管分普能和薄壁、普通用作結構件,如傳動軸,或輸送流體,薄壁用來生產家具、燈具等,要保證鋼管強度和彎曲試驗。
6.托輥管
用于帶式輸送機托輥電焊鋼管,一般用Q215、Q235A、B鋼及20鋼制造,直徑63.5-219.0mm。對管彎曲度、端面要與中心線垂直、橢圓度有一定要求,一般進行水壓和壓扁試驗。
7.變壓器管
用于制造變壓器散熱管和其它熱交換器,采用普通碳素鋼制造,要求進行壓扁、擴口、彎曲、液壓試驗。鋼管以定尺或倍尺交貨,對鋼管彎曲度有一定要求。
8.異型管
由普通碳結結構鋼及16Mn等鋼帶焊制的方形管、矩形管、帽形管、空膠鋼門窗用鋼管,主要用作農機構件、鋼窗門等。
9.電焊薄壁管
主要用來制作家具、玩具、燈具等。當前不銹鋼帶制作的薄壁管應用很廣,高級家具、裝飾、欄柵等。
10.螺旋焊管
是將低碳碳素結構鋼或低合金結構鋼鋼帶按一定的螺旋線的角度(叫成型角)卷成管坯,然后將管縫焊接起來制成,它可以用較窄的帶鋼生產大直徑的鋼管。螺旋焊管主要用于石油、天然氣的輸送管線,其規格用外徑*壁厚表示。螺旋焊管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。
四.按端部形狀分類
又分為圓形焊管和異型(方、扁等)焊管。
五.其他分類
不同而分為:
1.GB/T3091-1993(低壓流體輸送用鍍鋅焊接鋼管)。主要用于輸送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其他用途管。其代表材質Q235A級鋼。
2.GB/T3092-1993(低壓流體輸送用鍍鋅焊接鋼管)。主要用于輸送水、煤氣、空氣、油和取暖熱水或蒸汽等一般較低壓力流體和其它用途管。其代表材質為:Q235A級鋼。
3.GB/T14291-1992(礦用流體輸送焊接鋼管)。主要用于礦山壓風、排水、軸放瓦斯用直縫焊接鋼管。其代表材質Q235A、B級鋼。GB/T14980-1994(低壓流體輸送用大直徑電焊鋼管)。主要用于輸送水、污水、煤氣、空氣、采暖蒸汽等低壓流體和其它用途。其代表材質Q235A級鋼。
4.GB/T12770-1991(機械結構用不銹鋼焊接鋼管)。主要用于機械、汽車、自行車、家具、賓館和飯店裝飾及其他機械部件與結構件。其代表材質0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
5.GB/T12771-1991(流體輸送用不銹鋼焊接鋼管)。主要用于輸送低壓腐蝕性介質。代表材質為0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
參考資料:
百度百科 焊接鋼管好了,今天我們就此結束對“焊管重量計算公式/a”的講解。希望您已經對這個主題有了更深入的認識和理解。如果您有任何問題或需要進一步的信息,請隨時告訴我,我將竭誠為您服務。
Copyright ? 2018-2022 佛山市京錦鋼鐵有限公司 版權所有
地址:廣東省佛山市順德區樂從鎮樂從鋼鐵世界 電話:13927776689
地址:廣東省佛山市順德區樂從鎮樂從鋼鐵世界
電話:13927776689
企業郵箱:1003000354@qq.com 業務QQ:1003000354
業務QQ:1003000354